
Skip Nav Destination
Close Modal
1-20 of 124 Search Results for
welding stick electrodes
Follow your search
Access your saved searches in your account
Would you like to receive an alert when new items match your search?
1
Book: Powder Metallurgy
Series: ASM Handbook
Volume: 7
Publisher: ASM International
Published: 30 September 2015
DOI: 10.31399/asm.hb.v07.a0006079
EISBN: 978-1-62708-175-7
... Abstract Metals and alloy powders are used in welding, hardfacing, brazing, and soldering applications, which include hardface coatings, the manufacturing of welding stick electrodes and flux-cored wires, and additives in brazing pastes or creams. This article reviews these applications...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001353
EISBN: 978-1-62708-173-3
... Abstract Shielded metal arc welding (SMAW), commonly called stick or covered electrode welding, is a manual welding process whereby an arc is generated between a flux-covered consumable electrode and a workpiece. This article discusses the advantages and limitations and applications of the SMAW...
Image
Published: 31 October 2011
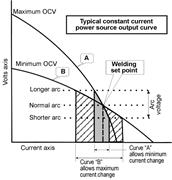
Fig. 1 This is typical of constant current welders primarily designed for manual stick electrode welding (shielded metal arc welding). OCV, open-circuit voltage
More
Image
Published: 31 October 2011
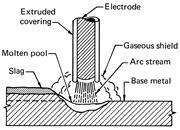
Fig. 2 The coating on a coated (stick) electrode provides a gaseous shield around the arc and a slag covering on the hot weld deposit.
More
Book Chapter
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005580
EISBN: 978-1-62708-174-0
... of the arc may add alloying elements to the molten pool as well as shielding it and the arc. Figure 2 illustrates the shielding of the welding arc and molten pool with a covered “stick” electrode, the type of electrode used in most manual arc welding. The extruded covering on the filler-metal rod...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005570
EISBN: 978-1-62708-174-0
.... firecracker welding gravity welding repair welding safety considerations shielded metal arc welding underwater welding welding electrodes welding schedule SHIELDED METAL ARC WELDING (SMAW), commonly called stick or covered electrode welding, is a manual welding process whereby an arc is generated...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001363
EISBN: 978-1-62708-173-3
... to the need to use higher welding currents to compensate for the shunt currents (this can also lead to additional electrode sticking problems) and to the rapid falloff in weld size that occurs under conditions where current compensation is insufficient or nonexistent. To some extent, the effects of both high...
Series: ASM Handbook
Volume: 2A
Publisher: ASM International
Published: 30 November 2018
DOI: 10.31399/asm.hb.v02a.a0006514
EISBN: 978-1-62708-207-5
..., the contact resistance increases and the electrode pickup tends to stick to the surface of the aluminum workpiece. Electrical and Thermal Conductivities Aluminum alloys are much higher in electrical conductivity than most metals that are commonly resistance welded. For example, the electrical...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001365
EISBN: 978-1-62708-173-3
...) and t is the optimum weld time (in seconds). Applying current for this length of time maximizes the current range from minimum weld diameter through the onset of either cracking, overindentation, or electrode sticking. If weld time is less than this, there will be insufficient time for proper heat...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001362
EISBN: 978-1-62708-173-3
... supplied to the filler wire, the system can be operated as a PAW system with concentric feed of filler wire. Later versions of the system incorporated an annular electrode to replace the offset tungsten electrode in the welding torch. Fig. 1 Schematic of plasma-MIG welding equipment. Source: Ref 1...
Series: ASM Handbook
Volume: 23
Publisher: ASM International
Published: 01 June 2012
DOI: 10.31399/asm.hb.v23.a0005680
EISBN: 978-1-62708-198-6
... cooling that helps reduce electrode sticking. Comparison between microscale and large-scale resistance spot welding (RSW) processes Table 1 Comparison between microscale and large-scale resistance spot welding (RSW) processes Parameter Microscale RSW Large-scale RSW Sheet thickness, mm...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005626
EISBN: 978-1-62708-174-0
.... However, different from welding aluminum, copper easily adsorbs its own oxide and therefore does not require the same extensive deformation to achieve bonding. Electrodes for projection welding copper are often made of copper alloys. Some electrode sticking may occur, mandating frequent dressing...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005565
EISBN: 978-1-62708-174-0
...; FCAW, flux cored arc welding; GMAW, gas metal arc welding; SAW, submerged arc welding; PAW, plasma arc welding Typical volt-amp output curves are shown in Fig. 1 to 5 . Figure 1 is typical of constant current welders primarily designed for manual stick electrode welding (SMAW). Setting...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001337
EISBN: 978-1-62708-173-3
...(a) . Often, a current boost or “dig” characteristic is made available (curve D in Fig. 4a ). A burst of extra current during the brief period of metal transfer shorting tends to alleviate sticking during keyhole welding or when weaving or whipping the electrode, especially with the more-globular transfer...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005646
EISBN: 978-1-62708-174-0
... www.asminternational.org Glossary of Terms* A the application of pressure, and with or with- backing ring Backing in the form of a ring, activated rosin ux A rosin-base ux contain- out the use of ller metal. generally used in the welding of pipe. arc welding electrode A component of the ing an additive that increases...
Book Chapter
Series: ASM Desk Editions
Publisher: ASM International
Published: 01 December 1998
DOI: 10.31399/asm.hb.mhde2.a0003205
EISBN: 978-1-62708-199-3
... and diversified group of welding processes that use an electric arc as the source of heat to melt and join metals. The formation of a weld between metals when arc welded may or may not require the use of pressure or filler metal. The welding arc is struck between the workpiece and the tip of an electrode...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005640
EISBN: 978-1-62708-174-0
...-sized weld. Another extreme case is when the heat is excessive, produced either by long welding time or high current; then expulsion or even electrode sticking could occur. In the middle is the region in which the current-weld time combinations produce acceptable welds without expulsion. The width...
Series: ASM Handbook
Volume: 6A
Publisher: ASM International
Published: 31 October 2011
DOI: 10.31399/asm.hb.v06a.a0005594
EISBN: 978-1-62708-174-0
... of electrodes in RSW and effect of surface condition on the technique. The article concludes with information on the safety precautions to be followed during the welding process. power sources resistance spot welding safety precautions surface condition welding electrodes RESISTANCE SPOT WELDING...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001485
EISBN: 978-1-62708-173-3
... the electrode and workpiece. A minimum extension of 50 mm (2 in.) should be used. Damage of the torch parts will occur if the electrode sticks out less than 50 mm (2 in.). Compressed Air Ordinary compressed air should be used for CAC-A gouging. Normal pressures range from 550 to 690 kPa (80 to 100 psi...
Series: ASM Handbook
Volume: 6
Publisher: ASM International
Published: 01 January 1993
DOI: 10.31399/asm.hb.v06.a0001437
EISBN: 978-1-62708-173-3
.... Electrode extension (stick out) should be short, and the amount should be based on joint design. For example, a maximum extension of 4.8 mm ( 3 16 in.) can be used for butt welds in thin metal, but a 9.5 to 13 mm ( 3 8 to 1 2 in.) extension is required for some fillet welds...
1